
工程分类
更多>>
联系人:
电话:0511-88791451
手机:13951280541
邮箱:jfchen@ujs.edu.cn
地址:镇江市学府路80号
最新文章
您的位置:网站首页 > 最新文章玻璃纤维电熔窑
电熔窑池窑拉丝,是将在熔化池和澄清池熔制均化好的玻璃液,通过工作池经漏板直接拉制成纤维。用电熔窑池窑拉丝,因污染小,能耗低,投资少,目前国外已较普遍采用。但是因为池窑拉丝难度比较大,拉丝工艺对玻璃质量要求相当光学玻璃。我国目前玻璃工业水平在不断提高,特别是耐火材料质量和原材料质量的提高,为电熔窑池窑拉丝工艺提供了便利条件。
例1 日产2.5T耐碱玻璃球的电熔窑
1.电熔窑的结构
根据玻璃熔制工艺,球窑分熔化池、流液洞、上升道、料道1、料道2五个部分。除流液洞外其余四个部分均需加热,不同部位有不同的作用,因此对各部分的温度要求也都各不相同,电气部分是根据工艺要求进行供电及控制的。
2.供电系统
该窑采用单相供电,分区调节。按照球窑结构确定供电方式如下:熔化池尺寸大,工作电压高,为了避免因二次电压过高而增加对地电压 ,把熔化池分成两部分即在两支电极中间再加一支电极并用两个变压器组成两个区分别供电。上升道、料道1、料道2单相供电。供电方式见图9.7.1。
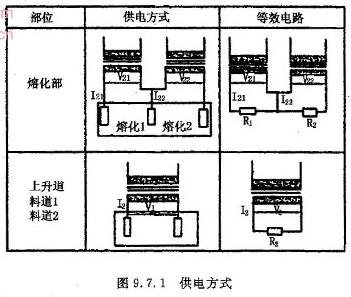
(1) 电工参数的确定,供电方式确定以后再根据电熔窑的生产能力及各部分尺寸即可计算出各区电工参数。熔化区I21=I22=1552A ,U21=U22=60V;上升道I2=1408A,U2=59V; 料道1与料道2 I2=137A,U2=58V。
(2)变压器的选择,电熔窑各区电工参数计算好以后,综合考虑通过变压器变比得出各自变压器的初级电流,按所接入的相序来达到三相平衡供电。变压器的特性参数见表9.7.1。
表9.7.1
|
使用 部位 |
变压器的规格 | ||
|
容量KVA |
初级电压V |
次级电压V | |
|
熔化池 |
150 |
380 |
50、60、70、80、90 |
|
上升道 |
100 |
380 |
50、60、70、80、90 |
|
料道 |
18 |
380 |
50、60、70、80、90 |
3.控制系统
(1)控制系统易出故障的部件做成插接式的,便于更换;另外,对控制回路的某些元件选择计算时都留有裕量。
(2)球窑的温度控制采用可控硅调节系统,用可控硅调节存在触发线路的可靠性问题,所以本线路采用宽脉冲触发线路。
(3)抗干扰措施:在触发线路的同步变压器二次侧加入RC滤波,滤掉尖脉冲消除干扰源,稳定控制系统。
4.降低对地电压措施
为了保证电熔窑各部分设备及人身安全,将电极对地电压降到最小范围。
(1)在满足工艺要求的条件下电极间的距离不要过大,熔化池在两个电极中间又加了一根电极,目的是缩小电极间距,减少对地电压。
(2)在接线过程中,初级电缆线做好接入相位记号,次极也要按相应的相位接入相应的电极。
5.设有报警装置
在线路中采用了过流保护措施,当电流超过设定值时,通过保护线路切断电源并且发出警报信号,以通知操作人员及时处理。
6.控制方案制订原则
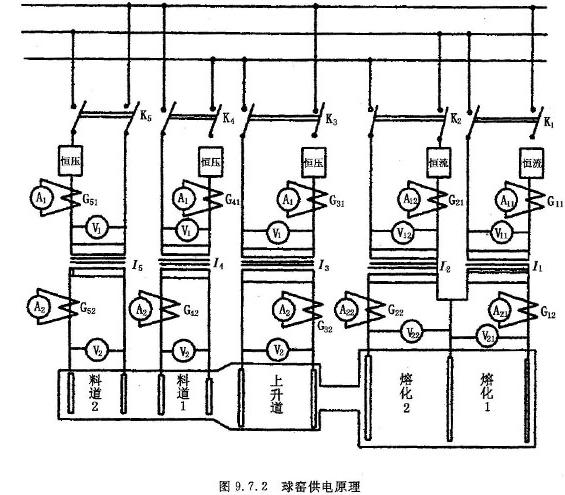
因熔化池要经常加入粉料,使玻璃液电阻产生周期性的变化,根据热量Q与I2R成正比的关系,当熔化池加进生料时玻璃液电阻增加,电流减少,Q减少,熔化速度变慢,为了不使电流因电阻增加而减少,确定采用恒电流控制方案。
上升道、料道1、料道2几个部位已是熔化好的玻璃液,玻璃液等效电阻不受加料影响,所以采用恒电压控制方案。电熔球窑供电原理见图9.7.2。
7.设备运行情况及问题处理
(1)电熔球窑在运行初期,线路功率因数偏低,其中一个原因是可控硅导通角小造成的,而导通角小是因为变压器二次电压放在90V档上,而实际使用电压在60V左右,经档位调整后,功率因数比原来提高了。
(2)虽然在控制线路中加了抗干扰措施,但设备运行初期还有相互干扰现象,后来把抗干扰的RC参数进行调整后,相互干扰现象就不再出现了。
(3)三相平衡问题。三相负载电流按三相平衡接入三相电源之后,在实际运行中各项电流与计算基本相符达到了三相平衡供电。如表9.7.2。
表9.7.2
|
相序 日期 |
6.29 |
6.31 |
7.5 |
7.15 |
7.30 |
8.15 |
8.30 |
9.15 |
|
变电站(红线) |
465 |
465 |
460 |
465 |
470 |
470 |
475 |
475 |
|
变电站(黄线) |
446 |
446 |
440 |
445 |
450 |
450 |
450 |
455 |
|
变电站(绿线) |
445 |
445 |
445 |
445 |
445 |
445 |
445 |
445 |
例2 日产300Kg耐碱玻璃纤维的电熔窑
1.配方及工艺
(1)玻璃成份: 如表9.7.3的Bg6#配方最大的特点是不同于目前国内外的Na―Si―Zr―Ti体系,选用了Na―Ca―Si―Zr系统,具有原料来源广、耐碱性能好、成本低等优点。
表9.7.3配方调整范围(WT%)
|
成分 |
SiO2 |
CaO |
ZrO2 |
Na2O |
Al2O3 |
其它 |
|
含量 |
60-65 |
10-15 |
12-14 |
12-15 |
1-3 |
微量 |
(2)工艺性能见表9.7.4。从表9.7.4可以看出,Bg82―6#与Bg6#比较:熔化温度降低了10℃;拉丝温度降低了20℃;析晶上限温度与拉丝温度相差100℃。调整的Bg82-6#的熔化和拉丝温度都明显降低。
表9.7.4 工艺性能
|
牌号 |
熔化温度℃ |
拉丝温度℃ |
析晶上限℃ |
|
Bg6 |
1480 |
1200 |
1100 |
|
调整后Bg82-6 |
1470 |
1180 |
1080 |
(3)耐碱性能:从表9.7.5可以看出,Bg82-6#的耐碱性是较理想的,与国外同类产品比较,其耐碱性达到了国外八十年代同类产品的水平。
表9.7.5 Bg82-6#与国内外同类产品耐碱性比较
|
料别 |
原 丝 |
100℃饱和Ca(OH)2 溶液浸泡4小时 |
100℃饱和 10%NaOH溶 液浸泡1小 时失量率% | ||
|
直径μ |
强度kgf/cm2 |
强度kgf/cm2 |
保留率% | ||
|
Bg82 -6 |
13.12 |
15034.9 |
12960.3 |
86.4 |
2.14 |
|
12.56 |
15341.5 |
13671.3 |
89.2 |
2.20 | |
|
13.25 |
14856.8 |
12957.2 |
87.3 |
2.01 | |
|
13.31 |
15132.4 |
13119.8 |
86.7 |
2.05 | |
|
Bg6 |
10.65 |
14797.4 |
11837.9 |
80.5 |
2.37 |
|
ER13 |
13.5 |
15560 |
13973 |
89.8 |
2.16 |
|
Cem- fil |
11.40 |
14700 |
13300 |
90 |
2.16 |
|
13.88 |
15064 |
13917 |
92 |
||
|
旭硝子 |
12.77 |
17148 |
14124 |
82.4 |
|
|
13.43 |
13455 |
11188 |
83.15 |
2.08 | |
2.电熔窑的结构及熔制工艺
研制的玻璃配方熔制温度和成纤温度较低、析晶上限温度偏高,因此①电熔窑熔化池尽量减小直接散热表面积,熔化池设计较深,电极较宽,使玻璃充分熔化,并使温度尽量分布合理;②设置流液洞,为使通过流液洞的玻璃温度不至于过低造成析晶,影响玻璃质量,熔化池和澄清池用流液洞隔开(不设空气层),这样大大减少了热量损失;③料道要保持稳定的供料速度,温度均匀,作业稳定,漏板间距尽量小。共装了三块漏板,实际产量为450kg/d。窑炉正常运转各部热工参数(见表9.7.6)。
3.玻璃的熔制质量
①从澄清池、工作池挑料,玻璃清澈透明,无气泡、结石,并经化验分析,完全附合原玻璃设计成份。
②拉制出的耐碱纤维,经测定达到要求指标。
③从拉丝作业情况看,玻璃熔化质量很好,作业稳定,满足拉丝工艺要求,玻璃的均匀性好,熔化工艺是合理的。三块漏板产量达到和超过450kg/d以上。
表9.7.6
|
部位 项目 |
熔化 池 |
澄清 池 |
工作池 |
漏板 | ||||
|
1 |
2 |
3 |
1 |
2 |
3 | |||
|
熔化量T/d |
0.52 |
|||||||
|
熔化面积m2 |
0.4 |
1 |
||||||
|
熔化率T/m2d |
1.30 |
|||||||
|
玻璃液深mm |
730 |
730 |
290 |
290 |
290 |
|||
|
容积m3 |
0.29 |
0.232 |
0.17 |
|||||
|
玻璃液储备T |
0.80 |
0.60 |
0.46 |
|||||
|
表面温度℃ |
1310 |
1350 |
1260 |
1250 |
1250 |
1170 |
1170 |
1170 |
|
置换率% |
62 |
|||||||
|
窑内平均温度℃ |
1430 |
1360 |
1270 |
1265 |
1260 |
|||
|
热点温度℃ |
1470 |
1390 |
1290 |
1290 |
1280 |
|||
|
单位电耗Kwh/Kg |
3.3 |
|||||||
4.供电与控制
供电与控制系统要求较高,不允许长时间停电,而且电气控制系统要求精确可靠。
(1)控制设备及变压器的选择:
(a)电熔窑的料道采用可控硅恒压控制仪进行控制,触发最大导通角130°左右。为保证窑炉正常工作,在选择可控硅时,考虑到窑炉后期功率加大及电压的降低,需适当加大可控硅的载流量。
(b)变压器的选择:二次电压加大20%,二次电流加大30~40%,变压器的二次电压加几个档次,以满足池窑拉丝的需要及合理用电。
(c)控制方案:根据熔化和拉丝工艺的要求,池窑各部位的温度不同,各部位独立供电控制。对熔化池及澄清池,采用调压器间接控制,对料道及漏板采用可控硅控制仪间接控制玻璃的温度。
5.电熔窑烤窑用的电器设备和材料
烤窑用的电器设备和材料见表9.7.7。
表9.7.7 升温烤窑用电器设备和材料
|
部位 |
使用设备 |
硅碳棒材料 |
联结方式 | ||
|
规格 |
电阻Ω |
数量根 | |||
|
熔化池 |
200A 380V可控硅恒压控制器 |
30/500/400 |
0.6-1.1 |
8 |
4根串联8根并联 |
|
澄清池 |
50KVA 380V/0-100V感应调压器 |
25/400/400 |
1.0-1.8 |
8 |
8根并联 |
|
料道1 |
30KVA 380V/0-500V感应调压器 |
18/250/250 |
0.9-1.7 |
16 |
8根串联2组并联 |
|
料道2 |
200A 360V可控硅恒压控制器 |
18/250/250 |
0.9-1.7 |
10 |
5根串联2组并联 |
6.电熔窑的运行情况
①在整个通电升温及运行中,电熔窑所用供电及控制设备运行正常,保证了电熔窑的正常运行。
②升温烤窑时硅碳棒最大电工参数(见表9.7.8)。
表9.7.8
|
部位 参数 |
熔化池 |
澄清池 |
料道1 |
料道2 |
|
V2 |
280 |
330 |
460 |
210 |
|
I2 |
150 |
68 |
55 |
57 |
|
W2 |
42 |
23 |
25 |
12 |
③正常作业时电工参数及功率(见表9.7.9)
表9.7.9
|
部位 参数 |
熔化池 |
澄清池 |
料道 |
漏板 | ||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 |
2 |
3 | |||
|
V2 |
52.5 |
55 |
29 |
27 |
22 |
29 |
25 |
21 |
32 |
175 |
186 |
205 |
|
I2 |
980 |
370 |
195 |
108 |
202 |
200 |
108 |
215 |
210 |
17 |
20 |
19 |
|
W2 |
51.0 |
20.3 |
5.6 |
2.9 |
4.4 |
5.8 |
2.7 |
4.5 |
6.7 |
3 |
3.7 |
3.9 |
④三相电流:按照配线原理图接线,其三相电流为:A相260A、B相220A、C相210A。
7.停电处理
由于供电线路不定期和不定时的停电,为保证电熔窑的正常运行,配备了一台200KVA发电机,在供电线路停电时,20分钟内即可使电熔窑及拉丝正常工作。
该窑供电和温度控制系统介绍如下:
8.从可控硅导通角看合理选择变压器二次电压的重要性
图9.7.3为熔化池在电源电压最高(400伏)和最低(330伏)变压器电压80V档位时利用示波器测得的可控硅导通角。 表9.7.10列出有关的测量数据。
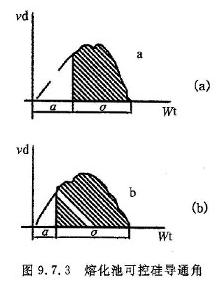
表9.7.10
|
部位 |
波形图 |
电源电压V |
负载电压V |
负载电流A |
温度℃ |
可控硅导通角 |
|
熔化池 |
图9.7.3a |
400 |
60 |
800 |
1430 |
96° |
|
图9.7.3b |
330 |
61 |
840 |
135° | ||
|
上升道 |
图9.7.4a |
400 |
60 |
385 |
1330 |
130° |
|
图9.7.4b |
330 |
57.5 |
370 |
1320 |
170° |
从上面波形不难看出熔化池由于选用的变压器二次电压留有一定裕量,使可控硅的导通角比较适宜,所以在电源电压较高和较低时,可控硅导通角都可以平滑调节,满足负载要求,保证了熔化池温度稳定。
图9.7.4为上升道在电源电压最高400V和最低(330V)变压器二次电压65V时利用示波器测得的可控硅导通角,上升道变压器是代用变压器,最高输出电压65V,当电源电压较高时,可控硅导通角还有调节余地,输出电压还能满足负载要求,但是在负荷高峰期间电源电压较低,可控硅导通角已开到最大,输出电压也满足不了负载的要求,同时有时出现输出电压不稳定和无输出的现象。
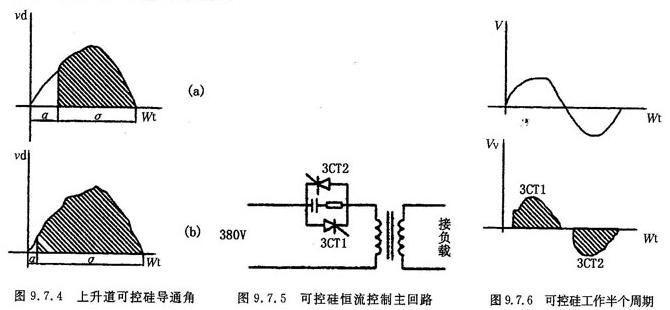
9.关于连续引起变电所跳闸和烧保险的分析
图9.7.5所示是由两只反并联可控硅组成的交流调压电路。从图9.7.6中可以看出,每只可控硅只工作半个周期,它所承受的电流只有负荷电流的一半,在选择可控硅时,一般按1/2负载电流,然后将其换算成额定平均电流即可确定。但是,在实际使用中,如上升道用100A可控硅,按计算可通过220A的负载电流,而实际上在负载电流为140A时,曾连续发生总闸和烧保险的现象。
经过试验分析,是由于可控硅热击穿,将全电压加在负载上造成过电流,而冲掉了总闸或烧保险。为了消除此故障,在满足负载电压的情况下,把代用的两台变压器一次侧改为串联,二次侧改为并联,加大变比,减少可控硅承受的电流量,有效地解决了上述问题。
造成可控硅热击穿的原因:第一,有些可控硅质量不好。通过加大可控硅等级或更换可控硅可以得到解决。第二,可控硅风冷速度不够,使PN节过热而造成正向击穿。因此,在离可控硅散热片底部2公分处,设有小风机冷却,可得6m/s的风速,基本上满足了可控硅的工作要求。
10.三相负荷平衡问题
由于电熔窑用电量大(100余Kwh),必须考虑三相供电与三相平衡。其方法,在保证可控硅导通角在一定的范围内,根据二次负载大小,经过计算选择适当的变压器挡位,即可使三相供电基本平衡。见表9.7.11。实际运行电流,A相21A,B相214A,C相230A。
表9.7.11
|
参数 部位 |
熔化池 |
上升道 |
供料池 |
作业部×2 |
漏板×2 |
烘房 |
|
设计电流I2(A) |
936 |
377 |
100 |
158 |
|
|
|
折算成变压器一次电流I1(A) |
156 |
70 |
18 |
29 |
||
|
实际运行电流I1(A) |
155 |
60 |
12 |
23 |
23 |
70 |
|
联接相序 |
AB |
AC |
BC |
BC |
BC |
CO |
11.对地电压
熔窑的每个部分可看成是一个等效电阻,由于高温下的玻璃液是导电的,所以整个电熔窑里的玻璃液是一个大导体,而把各部的电阻连通起来,带电的玻璃液又通过耐火材料和电极冷却水及框架与地连接,这样各部对地具有大小不等的等效电阻(如图9.7.7所示)并流有一定电流形成了对地电压。这个电压如果超过安全电压人触到后会造成触电,如果设备对地电压过高也容易损坏设备,特别是漏板最容易接地,因为漏板除两端头用水冷却外漏板底部也要通水冷却丝根,如果安装不当或漏板变形触到冷却水管就造成漏板接地而引起漏板起弧或者烧漏,所以一定要把对地电压减少到一定的范围内,保障人身和设备的安全,其一:使电熔窑、玻璃液、电极、变压器都要与地绝缘。其二:窑内不能区间电压过高(试验证明区间电压高,对地电压也高)。其三:各区接线要注意相序。通过上述措施该中试窑对地电压见表9.7.12。
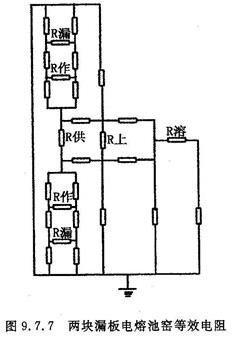
表9.7.12
|
部位 |
熔化池 |
上升道 |
供料池 |
1作业 |
2作业 |
1漏板 |
2漏板 | |||||||
|
东 |
西 |
上 |
下 |
东 |
西 |
北 |
南 |
北 |
南 |
东 |
西 |
东 |
西 | |
|
对地电压 |
18 |
65 |
42 |
16.5 |
16 |
8 |
7 |
28 |
19 |
6.5 |
15 |
13 |
10 |
9 |
5.控制回路与调整
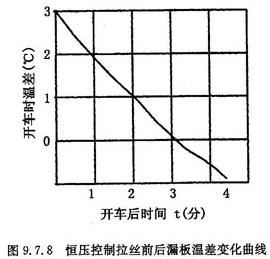
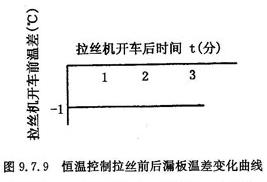
池窑拉丝作业正常与否关键在于如何把漏板温度控制好,由于电源电压不稳定,作业部温度波动,冷却水流量,拉丝机开停等因素造成漏板温度波动和拉丝断头。图9.7.8是漏板采用恒压控制,在其它条件都比较稳定的情况下,拉丝机开停对漏板温度影响曲线,从曲线可以看出拉丝机在开车前偏差表是+3°,由于拉丝以后玻璃液流速加快带走的热量多了,使漏板的温度降低了,开车4分钟后偏差表到―1°,漏板温度波动4℃,如果因为某种原因拉丝作业不好,拉丝机开停也就频繁,漏板温度上下波动也就频繁,由于恶性循环使拉丝作业,就更加不稳定,为了稳定漏板温度,采用恒温控制比较理想,通过试验证明用恒温控制漏板不受拉丝机开停的影响。见图9.7.9所示。把P、I、D参数整定好,控制精度1190°C±1°C。
12.关于恒流控制的调整问题
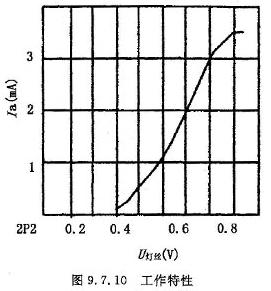
恒流控制是用在熔化池、上升道等处。恒流控制是取负载电流一部份变成电压信号,加在2P2管的灯丝上。图(9.7.10)为2P2管的输出特性曲线。从曲线可以看出,在灯丝电压较低时ia变化很小,当u灯丝>0.7V以后,ia上升又逐渐缓慢而趋于饱和,只有在中间一段接近于线性变化。因此,在调整反馈大小时,应保证在正常工作时,2P2工作在线性区域内,也就是调R2使灯丝电压在0.6V左右。经试验证明,采用恒流控制,若把有关参数调整好,电流控制精度可达1/100。
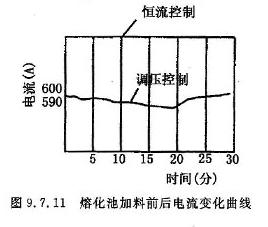
图(9.7.11)为熔化池用恒流控制和调压器控制在加料前后电流变化曲线。不难看出,采用恒流控制比调压器控制稳定性高。恒流控制不受加生料的影响。加速生料熔化提高熔化质量。
13.结论
(1)采用上述供电与控制方案,经连续运行六个月中间试验证明是可行的,满足了池窑拉丝工艺要求。
(2)变压器选择应留有一定的裕量。一般应比窑炉设计参数电压加大20%,电流加大30~40%为宜;变压器应设有多档位;熔化池变压器二次侧应带有并串联挡位,变压器变化和配线应考虑三相平衡。
(3)拉丝漏板采用恒温控制精度达1190°-1C;熔化池、上升道采用恒流控制精度达1/100。
(4)采取电熔窑各部和电气设备与地绝缘,窑炉区间电压不要过高,以及接线时注意相序等措施,可以减少对地电压,保证人身和设备安全
此页网址为:
相关文章
