
工程分类
更多>>
联系人:
电话:0511-88791451
手机:13951280541
邮箱:jfchen@ujs.edu.cn
地址:镇江市学府路80号
最新文章
您的位置:网站首页 > 最新文章电熔日池窑
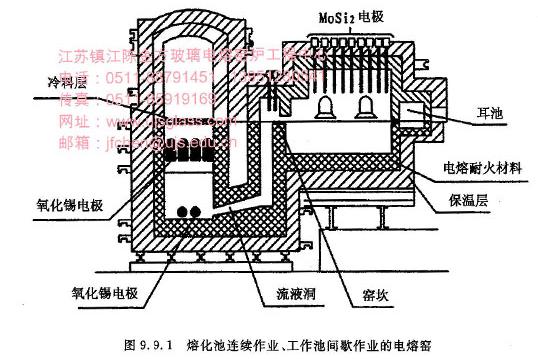
手工作业的工厂,经常是八小时成型,周末全天停止作业。为了维持熔化池工作制度不变,或者是改为24小时连续运行,或者在成型完后从窑炉中放出一小部分玻璃液。为了解决这个困难,设计了熔化池连续作业,工作池间歇作业的全电熔窑。如图9.9.1。其原理是熔制在24小时连续进行,熔制好的玻璃由上升道越过一道窑坎流入工作池。工作池间歇作业,白天成型组工作时,工作池内玻璃液面不断下降,成型结束时玻璃液面下降到离池底只有几厘米。晚上玻璃液继续流入工作池,在第二天工作开始以前重新灌满工作池。表面脏玻璃放入耳池,因而成型的玻璃是干净的。这种工作方式带来的问题是由于每天玻璃液面的大幅度变化对耐火材料的侵蚀加剧,后期会产生比较多的条纹。
例 日产500Kg硬质玻璃的电熔日池窑
电熔窑内温度的均匀分布,对获得优质玻璃是至关重要的。为此有必要尽可能昼夜连续保持一定的出料量,使其波动在10~15%以内。
坩埚窑是夜间投料,直到第二天早上形成无气泡的玻璃液,而成型是从早到晚,几乎把料用完。再从晚上投入新料象这样循环不间断地进行着。
因此,当把电熔窑引进到正在使用坩埚工厂时,使其进行夜间的成型操作,从操作工人的角度来看,是比较困难的。这就要求夜间工人不工作时把熔化好的玻璃液储存起来。
过去日产几吨以上的电熔窑,如果夜间不进行成形操作,常常放掉一定量的玻璃液,因此尽力控制窑内温度分布不均的操作。目前日本实际使用的日产700公斤以下的电熔窑,作为惯例的夜间连续放料已基本杜绝了。夜间投料,用控制熔化条件的方法,最低限度地保持窑内的温度分布,成功地熔制了不影响第二天操作的玻璃液,从而实现了日池窑的生产方式。
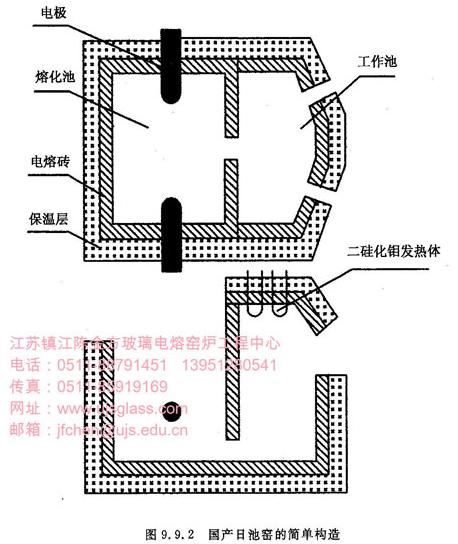
图9.9.2,表9.9.1示出了这种窑炉的简单构造及操作条件的一例。如图所示,熔化池和工作池是用流液洞隔开的,电极使用板状钼电极。熔化池采用冷顶方式,可提高保温效果,防止表面的热损失。工作池上部是用二硅化钼电极加热调节成型温度。为防止窑壁散热而采取保温措施, 电熔窑的外壁几乎不感觉热。不过保温会缩短内部耐火材料的寿命,因此进行施工时要考虑经济上的合理性。
操作的实施例如表9.9.1所示,以500Kg/d为标准的玻璃出料量,熔化池耗电量为600~700Kwh,工作池是380~550Kwh耗电量是随着玻璃出料量的增减而异,其变动的比例是工作池要大于熔化池。
平均熔制1公斤玻璃的耗电量2.36~3.78Kwh,这是熔化池和工作池加在一起的耗电量。接近标准出料量为400kg的电熔窑所耗电力换算成热量为2030Kcal。这是坩埚窑所需要的三分之一的热量。一旦玻璃出料量减少,将会导致电力上升。此外从表中还可以看出,随着电熔窑窑龄的延长,也会出现电力上升的倾向。
表9.9.1 电熔日池窑操作实例(包括熔制玻璃)
|
时间 |
熔化池 |
工作池 |
出料量 Kg/d |
能耗 Kw/Kg 玻璃 | |||||||
|
电压 |
电流 |
电 阻 |
功率 |
窑 温 |
电压 |
电流 |
功率 |
上部 温度 | |||
|
9.17 |
50 |
500 |
0.1 |
600 |
1110 |
103 |
285 |
488 |
1170 |
460 |
2.36 |
|
9.23 |
52 |
484 |
0.11 |
604 |
1020 |
80 |
270 |
381 |
1010 |
260 |
3.78 |
|
10.23 |
53 |
524 |
0.10 |
667 |
1110 |
55 |
185 |
477 |
1000 |
440 |
2.60 |
|
1.28 |
60 |
490 |
0.12 |
706 |
1110 |
65 |
220 |
506 |
1080 |
360 |
3.36 |
|
3.10 |
61 |
470 |
0.13 |
686 |
1140 |
104 |
285 |
556 |
1150 |
440 |
2.82 |
电熔日池窑的操作特征是,白天和晚上输入电量有很大的差异。但根据加料条件,在熔化池使输入电量大幅度变化也是可能的。这种电熔窑的熔化池内的温度分布如图9.9.3所示。
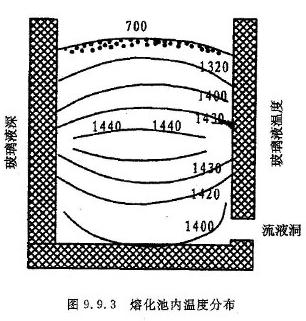
在电极高度的附近有形成最高的温度区域,其温度分布直到池壁大体是一致的。从那往下温度梯度较缓慢,池底部比有电极处低40~50℃。由电极处到上部尽管比下部有温度梯度,但是到位于冷料毯下面的气泡所集中起来的半熔体部分,仍有1300℃左右的温度,由于气泡及原料的绝热效果,在此之上部温度大大降低,表面为几百度。
表9.9.2为日出料量500Kg的日池窑熔制硬质玻璃的热测定的数据 。
表9.9.2
|
吸热Kcal/h |
放热Kcal/h | ||||
|
熔化池 |
21758 |
53.0% |
池壁损失热 |
13998 |
34.1% |
|
工作池 |
19264 |
47.0% |
工作口散热 |
5920 |
14.1% |
|
料表面散热 |
820 |
2.0% | |||
|
电极冷却水 |
3098 |
7.6% | |||
|
玻璃液熔化热 |
5686 |
13.8% | |||
|
其它 |
11506 |
28.0% | |||
|
合计 |
41022 |
100% |
41022 |
100% | |
从表9.9.2看到输入熔化池和工作池的电能比例是53∶47,几乎相等。池壁散热约34%是最大的热损失。由于采用冷顶方式,表面温度低来自于料毯表面的损失,仅为2%。使用钼电极的冷却水的热损失达7.6%。即窑炉越小热损失则越大。占窑炉热损失比例比较大的是废气热损失,这在电熔窑中是根本不存在的。使用电熔窑的有效热量13.8%,比起坩埚窑来优越得多。
此页网址为:
相关文章
