
工程分类
更多>>
联系人:
电话:0511-88791451
手机:13951280541
邮箱:jfchen@ujs.edu.cn
地址:镇江市学府路80号
最新文章
您的位置:网站首页 > 最新文章火焰池窑的电助熔――生产平板玻璃的电助熔池窑
某厂在单机彩色平板玻璃池窑上使用了电助熔,在产量与质量上均收到了良好的效果。
1.在窑热点处布置一对电极,能起到提高及均匀成型流温度的效果。该对电极通电后,逐步降低了通路空间温度,在小眼处插入玻璃液100mm的热电偶显示温度降低了10℃左右。此时引上工艺参数不变、拉引速度不变、得到玻璃的厚薄也不变,而引出的玻璃原片的平整度较好。从这即可分析出冷却部的玻璃液垂直温度梯度变小,这给延长作业周期创造了一个有利条件。在热点处布置一对电极能起到“热障”的作用。但在使用过程中这一点的效果并不明显。
2.电助熔的启动 使用电助熔,应重视起动技术。因电助熔的启动是生产状态下进行,故起动处理不当,会造成生产上的严重损失。
启动电助熔,应使玻璃液流不改变原来的流动方向,而逐步提高它的液流速度,以促使玻璃液在原有的基础上均化进一步加强,有利于化学均化及物理均化,以消除玻璃板上的波筋,提高原片的平整度,同时也提高了熔化能力。若启动时电功率递增速率过快,会破坏玻璃液稳定的流动,引起窑底及死角的脏料上翻,导致结石骤增与玻璃液的均化不良,造成原片炸裂严重。这种状态严重影响生产。采用电功率缓慢增加方法,可以克服上述弊端。
启动电助熔应在工艺制度稳定、生产正常的情况下进行。这样可避免其它因素的干扰。反之,如同时具有众多工艺因素的变化,将使人们对电助熔的认识发生困难,容易造成控制失误。
实践证明:启动时如能注意上述二点,就可使玻璃液的温度波动小,均化效果好,而达到所期望的电助熔目的。
3.电极安装 电极材料选用钼,电极水套采用耐热不锈钢焊接而成。电极砖采用33号无缩孔浇铸电熔锆刚玉砖,整个窑期使用下来,侵蚀很少,情况较为理想。
4.电极布置 电极位置一经选定,整个窑期就无法改变,所以电极布置甚为重要。由于玻璃窑炉结构和工艺要求不尽相同,所以各种窑炉电极的布置不可能相同。在熔化区辅以电能,可提高熔化能力。在澄清区辅以电能,可降低火焰空间及表面作业流的温度,而起到加强均化及节约燃油的效果。究竟如何布置,应视要求来定,该厂的体会是澄清区多加电能控制难度较大,而在熔化区加电能则无此困难。
5.使用效果 当合理调整电助熔的启动及匹配技术以后,窑炉内的泡界线清晰、稳定、料层薄、熔化部火焰空间温度亦有所下降,从而使耐火材料的侵蚀和结石数量减少,并使原来偏高的窑压趋于正常,成型部板根情况转好,玻璃的平整度亦有所提高。该厂在生产兰色玻璃和茶色玻璃的过程中,电助熔均显示出它良好的性能,未出现玻璃染色和产生气泡等弊病。使用电助熔前后的技术经济指标的比较见表12.3.1。
表12.3.1
|
平均产量 标箱/月 |
一等品率 % |
其中3mm产量 标箱/月 |
引上速度 m/h |
引上率 |
平均投入生料 t/月 | |
|
未使用 电助熔 |
16100 |
76.5 |
4507 |
3mm91.47 5mm104.94 |
3mm67.90 5mm79.86 |
733.47 |
|
使用 电助熔 |
18250 |
80 |
7.746 |
3mm95.80 5mm124.53 |
3mm73.81 5mm79.40 |
829.03 |
例2.烧发生炉煤气的蓄热式马蹄焰池窑的电助熔池窑
某平板玻璃厂将电助熔技术应用于烧混合发生炉煤气的蓄热式马蹄焰池窑中,经过2年10个月的正常运行,取得了理想的效果。该窑宽5200mm、长9000mm,熔化池面积为46.8m2。在纯火焰状态下熔化率为1.0t/m2d,日出料量为24t。将原来的小平拉生产线改为单机有槽垂直引上生产线,日出料量达到35t。用电助熔弥补马蹄焰池窑在窑长上难以建立的稳定的热工制度,窑宽上温度的不均匀,尤其是火焰换向、煤气炉打钎、加煤带来周期性的温度波动和热移动,以及烧低热值混合发生炉煤气很难达到的稳定的熔化温度等不足,从而得到优质玻璃产品。
日增产11t玻璃液估计所需功率为320kW左右。但考虑到增产的余地,为弥补火焰的不足和得到优质的玻璃液,并保证在生产中起到灵活可靠的调节作用,实际设计功率取所需功率的2倍左右(600kW)。由模拟试验与计算得出4组5对电极的玻璃液间的电阻值为0.15~0.28,与国外有关资料提供的弗克法中平板玻璃液1510℃状态下的电阻值为0.19~0.23是一致的。
输入玻璃液的最大功率1506Kw,通过玻璃液的最大电流为1000A,钼电极的电流密度一般为1~3A/cm2,钼电极表面积为:625cm2,电极采用棒状,伸入玻璃液中长度为400mm,电极直径50mm。电极材料为熔炼缎打钼,采用的是直接水冷。 电极保护套的水压为196.2Pa,一般保持在ll7.7-147.2Pa,每根电极在最理想的状态下的供水量为1.5-2t/h,而实际上是此数的2~3倍。每对电极被冷却水带走的热量约为62.8-83.7KJ/h,即消耗16.5~22kW的功率(国外有关文献介绍,直径为50mm的钼电极,每根消耗于水冷的功率为3.4~4kw)。因此,在水冷却方面,有待于进一步提高和完善。采用的方案是:1)改进水源水质,使用地下深井水;2)提高水压以确保达到147.2kPa,利用管道泵加压;3)确保正常供水,设立水塔供水保障。
电极保护套高温端采用0Cr9Ti18Ni,低温端采用lCr9Nil8TNi,并采用Ni-Cr奥氏焊条焊接。运行中对保护套安装报警装置。人工巡回检查监视,对每组电极的电流、电压、电阻的数据半小时记录一次。
电助熔对电极砖的质量要求较严。采用的是33#低缩孔电熔锆刚玉砖。钻孔后发现砖的内部空隙较大。电极砖由上下两部分组成,上部尺寸为300x400X500mm,下部为300x400X700mm。
1. 电极的安装
钼电极的安装采取在烤窑后期热加料过程中(加熟料后期,加粉料前期,玻璃液未完全浸没电极孔,且还要满足钼电极插入后能完全浸没在玻璃中,顶端距玻璃液面需达100mm时插入,插入后及时输入冷却水,钼电极冷端处于低温状态,热端沉浸在玻璃液里与氧隔绝,避免氧化,对于采取在加料前插入钼电极的另一原因是让电助熔系统进入工作状态,从而提高加料池的温度,加强窑内的横向对流,增大拉料能力,加快热加料速度,稳定热点,以保证试投产顺利进行。另一个原因就是插入后可有较长时间验证电助熔设计是否合理,设计阻值与实际阻值在对应的温度下是否接近一致,并有足够的时间进行观察,这祥可避免调节时影响生产。
插入的具体方法是:松开原顶石墨堵头的钢管止丝,插入钢管,迅速推进钼电极到一定的插入深度(顶入前在电极或电极钢棒上通过计算划一记号以作控制插入长度的标志),且旋转到钢棒与铝排连接平面吻合,立即通水冷却,外端采用纲棒连接,以保证降低一次投资与提高电极强度,电极在使用中还因玻璃液的侵蚀而出现耗损,故要推进与接长,为此钼电极后端采用螺纹与连接钢棒连接,以便必要时加以接长,实际上长600mm的钼电极在一个窑期4年内完全不需接长。在插入前首先将连接钢棒与钼电极连成一体,插入后铝排与钢棒连接。
2.电极布置 平板玻璃生产需要高质量的玻璃液、而马蹄焰池窑每换一次火,都要使窑内温度、热点位置、料堆和泡界线变动一次,整个空间的温度不稳定,分布亦不均匀,因此在电极布置上必须突出热点,以保证如图12.3.1所示的温度曲线。 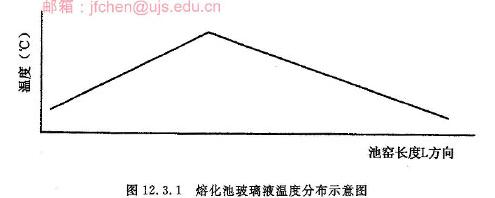
2)从温度制度与马蹄焰的缺陷来分析,在热点部位必须设置电极。 3)通过模似试验提出的工业性应用窑池电极布置方案。如图12.3.2所示。 全窑共设置4组5对电极:投料池两侧1、2#电极起预熔拉料作用;3#化抖,4#控制热点,从实际运行效果来看,其火焰窑产生的热点(称火焰热点)虽在3#、4#之间,但靠近3#而偏离4#,故在后期生产中利用3#控制热点,4调节成型温度。采取这一措施的另一原因是火焰窑进入中期,小炉口与炉舌头因火焰冲刷、烧蚀产生变形.蓄热室格子体出现堵塞,使火馅的形状、刚度、黑度远不及前期,且火焰缩短。 3.供电方案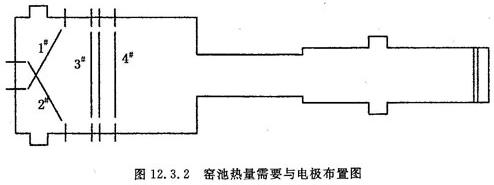
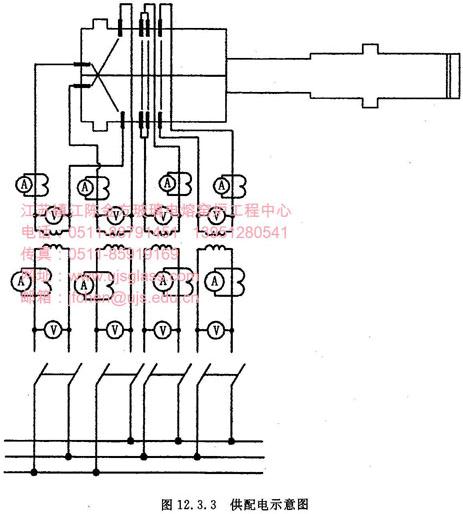
本着分区供电要求和能灵活调节的目的,确定较为简单、经济可靠的供电方案,如图12.3.3所示。
4.变电器
利用4台独立的单相调压变压器(150kVA)分别与4组5对电极组成的4个区域进行供电,在生产个对4组电极的电能(电压)进行合理配置,使电极间相互干扰以及邻区间电极边电流降到最小程度,注意相序的组合,保证三相基本平衡,使每台变压器的输出功率有90%以上送入其对应区域,可以灵活自如地调节每组电极间电压以输入对应的电能。从生产调节中发现该窑的基础功率在120~140kW。电压调节器采用有级调节的4台单相隔离变压器。一次侧抽头变压器具有操作简便、设备简单、经济、安全可靠等优点,运行3年多从未在供电和调节上出现故障,从冷态模拟试验而获得的参数转换到工业试验窑中,其电压约为118~120V。对抽头变压器采用每8V一挡,下限94v,上限150V。二次侧导线容量1000KVA,每台变压器容量150KVA,投入正常运行后发现变压器的容量虽可满足,但设备利用率偏低,为满足最高出料量的需要,使输入最高电压达到150V,但获得的二次电流仅为690~700A,变压器的利用率最高为71%,故在火焰窑中后期为了充分发挥电助熔的效率,采用顶进钼电吸、缩短电极间距的方法使每对电助熔电极获得最高功率128kVA,变压器的利用率提高到85%左右。在一次侧采用8V一挡是较为合适的。
5.控制开关屏
由三只开关柜(一台总开关柜,2台分柜)进行控制。分柜分别控制2组电极,起切断和导通一次电路的作用。控制屏盘面安装一次与二次侧电流、电压表进行检测电功率的输入状况和每对电极间的电阻值的变化情况。总盘面还配有三相电流表,以显示A、B、C,三相电流值,并指导调节三相电流在分配中近于平衡,使得三相动力变压器安全可靠的运行。
6.联接导线与安装架设
由于一次侧允许的最大额定电流为395A,放一次侧的导线采用lX120mm2(芯数X截面)YCW重型橡套软电缆,2根并联使用(额定载流量为415x2A)(其实单根便可满足395A的要求);二次侧的导线荷载必须大于1000A,采用80X 8mm(宽X厚)的矩形截面铝排,允许载流量为1358A,竖立架设,防止尘土等杂物落在排上。依相序A、B、C分别将铝排导线涂上红、黄、绿三色。在安装中注意铜铝过渡联接螺柱的载流量、牢固程度、表面的充分接触。
7.测温仪表的安装与热态测试
电极与对应池底测温点布置如图12.3.4所示,池底测温元件-热电偶的安装见图12.3.5。 1)φ38mm的电极砖孔同时在钻床上加工好,按池底砖布置图放置在指定的位置2)保温层中80x80mm的方孔利用标准砖砌筑 3)一次仪表采用1300mm长的LB3热电偶 4)二次仪表安装在熔化池窑头仪表控制室中和电助熔系统的电力控制室内仪表间里,同时采用DX-100LB3的小型长途记录仪显示记录。
8.运行前的准备
1)通电前对电助熔系统的一、二次线路进行细致的检查,特别是二次铝型线线路不可错相,即对应相不得错置,保证不接地短路。
2)印发相应的记录表格,做好记录准备;各工序的人员定位到岗,职责明确,制度健全,开始由低档向高档输入电能。
3)通电后首先检测池窑各作业点的对地电压,其每一对应位置的对地电压在26~30V的安全电压范围内(加料口16 V、卡脖26V、通路18V、耳池17V、小眼16V、引上室14V),这验证了未用接地电极的安全可靠性。
4)检验变压器的性能参数,特别是高压分接A-Xi与低压电压Vi输出的一致性与对比性。证实Vi仅受其外电网电压波动而正常地波动。通过二次电压与电流的显示,反映了玻璃液的电极间阻值在0.19-0.23Ω。在实际生产中出现火焰窑运行状况不良时,电阻值随玻璃液温度的下降而升高,如果电助熔的输入电压不变,产生的实际效果是功率下降,在一定的状态下电助熔输入的电能随着火焰窑温度场的波动而波动,因此应视火焰窑工作状况进行超前调节。当玻璃液的热点在3#电极附近,要使热点后移到4#电极,就必须提高火焰长度,增大煤气喷出速度与流量。这表明在火焰窑的前期将热点控制在4#电极位置,则全窑热效率最佳;在火焰窑中后期,将热点控制在3#电极位置,其全窑热效率好。l#、2#在加料池区域,故电阻的变化与正常玻璃液有一定的差异,加之测温点安装中的局限性,出现了温度显示的滞后现象。
9.电极的耗损与顶进作业
在生产中采用NaSO4作为澄清剂,其含量为7.5%。引入NaO2为1%。玻璃设计组成为:SiO2 72%, Al203 2.4%,Fe2O3<0.2%,CaO 6.5%,MgO 4.0%,R2O14.65%,S02 0.25%。电极的耗损实际很小。生产中的电流密度分布大致如表12.3.2。
表12.3.2
|
电极 |
l# |
2# |
3# |
4# |
|
电流密度 |
1.0 |
1.0 |
0.8 |
0.7 |
采用NaSO4作为澄清剂,低的电流密度运行,实际生产中电工参数的变化和运行3年的结果证明,电极的侵蚀损耗很小,l#、2#损耗大于3#、4#。并且电极的损耗导致电极间距增大,电极形状发生改变,引起玻璃液等效电阻增大,输入功率降低,玻璃液温度下降,见表12.3.4。
表12.3.4
|
时间 项目 |
运行 半年 |
运行 1年 |
运行 1年半 |
运行 2年 |
|
l#电极的等效电阻(Ω) |
0.211 |
0.218 |
0.226 |
0.236 |
|
2#电极的等效电阻(Ω) |
0.209 |
0.216 |
0.224 |
0.235 |
|
3#电极的等效电阻(Ω) |
0.275 |
0.281 |
0.287 |
0.295 |
|
4#电极的等效电阻(Ω) |
0.269 |
0.274 |
0.279 |
0.287 |
|
输入总功率(KW) |
245 |
237 |
232 |
224 |
|
池底温度(5#点)℃ |
1140 |
1140 |
1135 |
1130 |
10.电极的顶进
在该窑近3年的运行中,共进行2次顶进作业。
11.电极的实际损耗状况及其分析
窑炉冷修时发现运行近3年。电极损耗长度为15-45mm,即每月损耗为0.45~1.32mm;损耗钼电极重量约在0.288~0.865kg,即每月平均耗损8.48一25.44g。这可能与使用少量的NaSO4作为澄清剂以及低电流密度状态下运行(1.0~0.7cm2)有极大的关系。正常状况下实施的功率配比方案如表12.3.5所示
表12.3.5
|
部 位 |
熔化区 |
热点 |
生产状况 | ||
|
1# |
2# |
3# |
火焰状况 | ||
|
功率 KW |
60-80 |
60-80 |
50-70 |
35-50 |
火焰辐射温度1530±5℃增产40% |
|
60-80 |
60-80 |
40-60 |
40-60 |
火焰辐射温度1505±5℃增产20% | |
电助熔系统按此功率分布投入运行后,其效果是很好的。玻璃面上原有砂粒得到消除,日产量从单机315重量箱提高到450重量箱,产品质量上升一个等级,窑底温度得到普遍提高。电助熔运行程中,外电网电压的波动以及火焰窑温度的短期变化是在所难免的,但切勿人为地调节电助熔的功率输入,否则定会导致生产的波动。若为了稳定热点,保证具有挡料作用,将热点部位的1组电极输入适当的能量也是十分必要的。但必须在火焰状况欠佳或相应减少火焰对玻璃液能量的输入的情况下进行。
12.电助熔在实际应用中具有以下优点:
(1)大幅度地提高熔化率。采用燃混合发生炉煤气的蓄热式马蹄焰熔窑,在纯火焰状态下,熔化率最高可达1T/m2・d,一般只有0.85~O.9 T/m2・d ,而采用电助熔后,熔化率一般在1.35-1.4 T/m2・d ,最高可达1.6 T/m2・d ,即实际反映出熔化率提高了35%~40%,最高达60%,达到了大型平板玻璃池窑的水平。
(2 )玻璃的对流得到了加强,不仅利于热传导,而且利于玻璃液的均化,对条纹和气泡的消除有极大的作用。在热点部位安装l#组电极与熔化区的3#组电极相铺相成,可以起到“热屏障”作用,防止熔化区未熔化好的配合料跑到澄清区去,故使产品的结石明显减少,甚至基本消除,使产品的质量上升了一二个等级。
(3)火焰空间温度从1550℃降低到1510℃使窑龄从通常的18个月延长到34个月。
(4)从熔窑运行的第23个月起来取增加功率输入的办法补充能量,以克服煤气蓄热室结盖形成火焰强度减弱的不良现象。
此页网址为:
相关文章
